






�y�ۑ��Łz�m�M�X�̎g�����E�ǂݕ���}���b�O���E�����E�[���E�i���̑���Ƃ�������10�I

�m�M�X�͎�̂Ђ�T�C�Y�̂��̂𑪒肵����A�i����[���𑪒肷�邽�߂Ɏg�����ł��B
���̂Â������H�A�����ƂȂǃv���̌����DIY�ŗp�����܂��B
���m�ȑ��茋�ʂ�ɂ́A�������m�M�X�̎g������m��Ȃ���Ȃ�܂���B
�����ō���́A�p�r���Ƃ̃m�M�X�̐������g�����ɂ��ďڂ���������܂��B
INDEX
- 1.�m�M�X�Ƃ́H
- �@1-1.�m�M�X�̍\���ƕ���
- 2.�m�M�X�̎�ނƂ��ꂼ��̓���
- �@2-1.�o�[�j�A���m�M�X
- �@2-2.�_�C�������m�M�X
- �@2-3.�f�W�^���m�M�X
- 3.�m�M�X�̐������g����
- �@3-1.�O������
- �@3-2.��������
- �@3-3.�i������
- �@3-4.�[������
- 4.�f�W�^���m�M�X�̎g����
- �@4-1.����O�̏���
- �@4-2.�e������@
- �@4-3.���s���₷���|�C���g
- �@4-4.�g�p��̃����e�i���X
- 5.�m�M�X�̖ڐ���̓ǂݕ�
- 6.���������肷�邽�߂̃R�c
- �@6-1.�g�p�O�̊m�F�ƃ[���_���킹
- �@6-2.����͂����ɕۂ�
- �@6-3.���p�ێ��Ƒ���ʒu
- �@6-4.����ʂƐ������̐��|
- �@6-5.���x�Ɗ��ւ̔z��
- �@6-6.���ɂ�����m�F
- �@6-7.�Z�������̖ڈ�
- 7.�m�M�X�̃����e�i���X�E�ۊǕ��@
- �@7-1.�m�M�X�̃����e�i���X���@
- �@7-2.�m�M�X�̕ۊǕ��@
- 8.����s�ꂨ�����߂̃m�M�X10���i
- �@8-1.�V���� �|�P�b�g�m�M�X 19518
- �@8-2.�V���� �v���m�M�X �|�b�P 70mm 19514
- �@8-3.�V���� �v���m�M�X �|�b�P 100mm 19515
- �@8-4.�V���� �f�W�^���m�M�X �啶��2 150mm 19995
- �@8-5.�~�c�g�� M�^�W���m�M�X(530-101) N15
- �@8-6.�V���� �������~�j�m�M�X70mm 19892
- �@8-7.�~�c�g�� ABS�f�W�}�`�b�N�L�����p(500-181-30) CD-15APX
- �@8-8.�V���� �f�W�^���m�M�X �J�[�{���t�@�C�o�[�啶�� 150mm 19990
- �@8-9.KDS �f�W�^���m�M�X150�J�[�{���t�@�C�o�[�� DC150CFBP
- �@8-10.TRUSCO �W���^�m�M�X 150mm THN-15
- 9.�܂Ƃ�
�m�M�X�Ƃ́H
�摜���p���F�m�M�X - Wikipedia
�m�M�X�́A�Ώە��̌��݂�O�a�E���a�A�i���Ȃǂ��v�����鑪����ł��B
�m�M�X�Ƃ������O�̓o�[�j�A�ڐ�����J�������|���g�K���̐��w�҃y�h���E�m�j�E�X�i�k�l�V���Ƃ��j���R�����Ƃ���Ă��܂��B
���Ȃ݂ɁA�p��ł̓L�����p�[�iCalipers,calliper�j�ƌĂ�Ă��܂��B
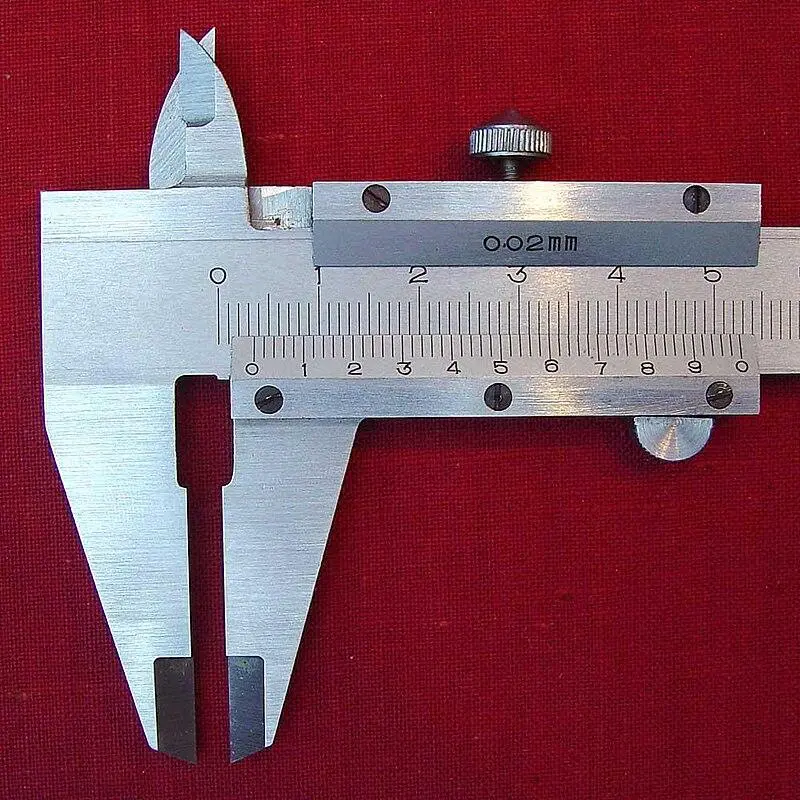
�摜���p���F�m�M�X - Wikipedia
�{�ڂƁA�X���C�_�[�ɂ͂��ꂼ�������̒܂��t���Ă��āA�����ɑΏە�������A���Ă��肵�đ��肵�܂��B
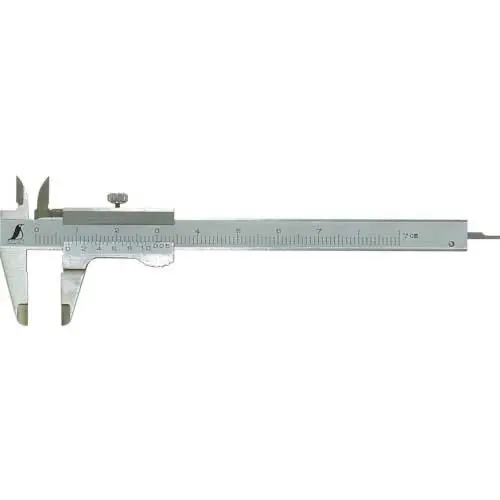
�m�M�X�̍\���ƕ���
�m�M�X�̍\���ƁA�e���ʂ̖��̂ɂ��Ă��Љ�܂��B
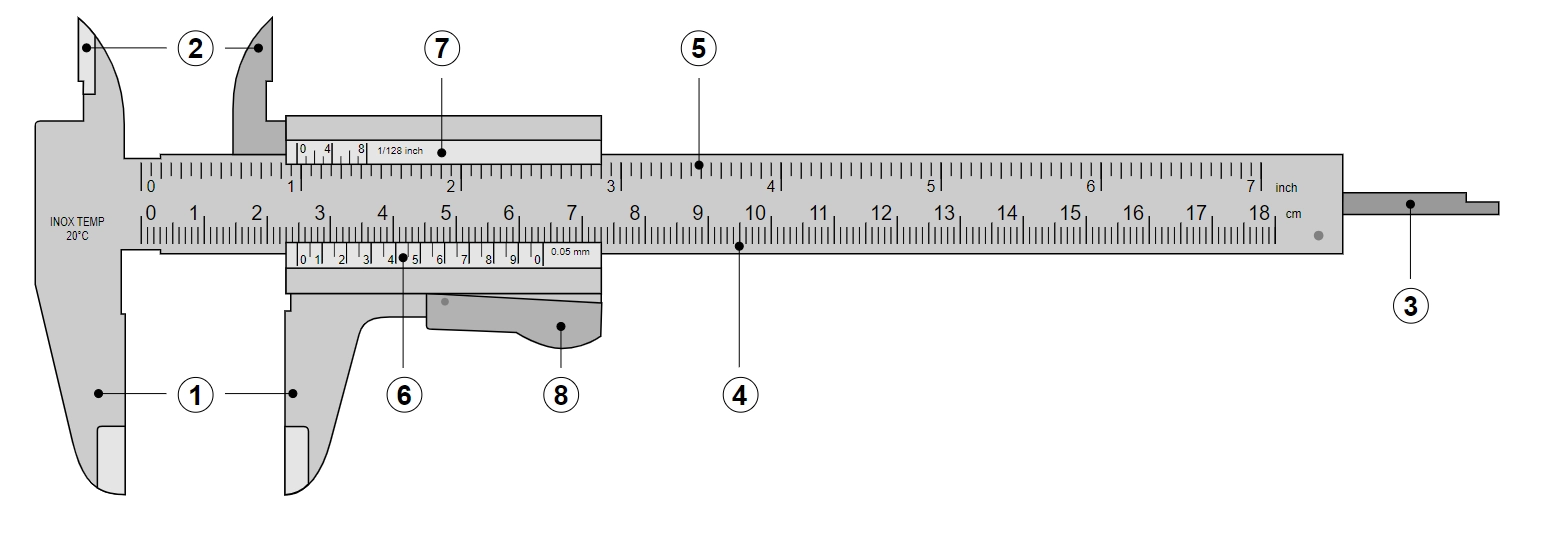
�摜���p���F�m�M�X - Wikipedia
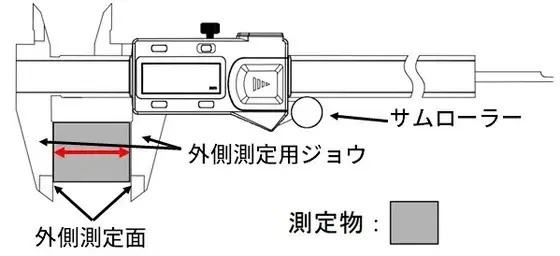
1.�W���E�A�O���p�W���E
�{�ځA���ڂ�2�̃W���E�őΏە�������ŊO����O�`�A���a�Ȃǂ𑪒肵�܂��B
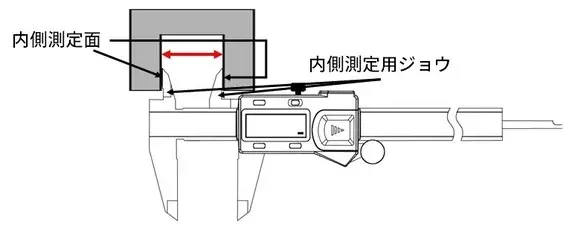
2.�N�`�o�V�A�����p�W���E
�{�ځA���ڂ�2�̃N�`�o�V�𑪒肵�����Ώۂ̌���a�Ȃǂɍ�������ŁA��������a�𑪒肵�܂��B
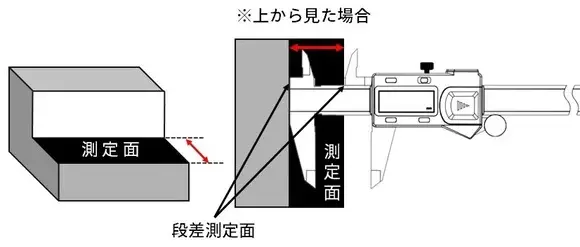
3.�f�v�X�o�[
�{�ڂ̔������ɕt�����ׂ��p�[�c�ł��B�a�⌊�Ȃǂɍ�������ŁA�[���𑪒肵�܂��B
4.�{�ږڐ���imm�Acm�\�L�j
�{�ڂɂ���ꂽmm�Acm�\�L�̖ڐ���ł��B���肵�����Ώە��̊O�a�܂��͓��a�̃T�C�Y�𑪒肵�܂��B
5. �{�� �ڐ���iinch�j
�C���`�\�L�̖ڐ���ł��B�����p�W���E�̑��ɂ��Ă��邱�Ƃ������ł����A�C���`�\�L���Ȃ��m�M�X�����Ȃ��炸�̔�����Ă��܂��B
6.���ږڐ���i�o�[�j�A�ڐ��� mm�A�����\�L�j
�X���C�_�[�����ɕt����ꂽ�A�{���̖ڐ�����������������_�ȉ��̐��l�𑪒肷��p�[�c�ł��B
7.���ږڐ���i�o�[�j�A�ڐ���@inch�\�L�j
���ږڐ���̃C���`�\�L�ł��B���i�ɂ���Ă͂Ȃ��ꍇ������܂��B
8.�w����
�o�[�j�A�ڐ���ɂ��Ă��āA�w���������ɐe�w��u�����Ƃň��肵�đ���ł��܂��B
�m�M�X�̎�ނƂ��ꂼ��̓���

�H�Ɨp�̃m�M�X�̒��Ńo�[�j�A���m�M�X�A�f�W�^���m�M�X�A�_�C�������m�M�X�́AJIS�K�i�iB 7507�j����߂��Ă��܂��B
�o�[�j�A���m�M�X
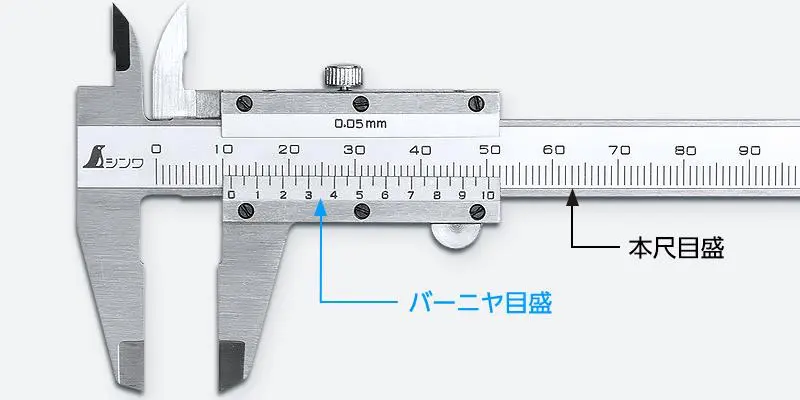
�摜���p���F�k���ɃT�C�Y��ǂݎ��u�o�[�j���ڐ��v - �V�������芔�����
�o�[�j�A���m�M�X�i�o�[�j�����Ƃ��j�́A�̂��炠��ł��x�[�V�b�N�ȃ^�C�v�̃m�M�X�ł��B
�o�[�j�A�ڐ���́A�{�ڂ̖ڐ�����������Ȑ��l�ő���ł��܂��B
�o�[�j�A�ڐ���̒P�ʂ́A0.1mm���݂�������A0.05mm���݂�������Ɛ��i�ɂ���ĈقȂ�̂ŁA�p�r�ɂ������ڐ���̂��̂����I�т��������B
�_�C�������m�M�X

�摜���p���F�_�C�����m�M�X DTX D15TX | ���i | �~�c�g��
�_�C�������m�M�X�́A���肵�����l���_�C�������ŕ\������܂��B
�{�ڂƃ_�C�������ɔ��̎��ԃp�[�c���t�����Ă��āA�W���E�̓�����ǂݎ��d�g�݂ł��B
�o�[�j�A���m�M�X�����ǂݎ�萧�x�������̂ł����A���������Ȏ��ԃp�[�c���g�p���Ă��邽�߁A���o��f�ނ̂��蕲�Ȃǂ����郊�X�N������܂��B
�f�W�^���m�M�X

�摜���p���F�f�W�^���m�M�X �~�j�Q �P�O�O�o - �V�������芔�����
�f�W�^���m�M�X�͖{�ڂɃ��j�b�g�����Ă���A���茋�ʂ��f�B�X�v���C�ɐ����ŕ\������܂��B
��Έʒu�𑪒肷��A�u�\�����[�g�����ƁA���Έʒu�����߂�C���N�������^������������܂��B
���m�ȑ���l�����߂�Ȃ�A�u�\�����[�g�������悢�ł����A�U�d�e�ʎ��̏ꍇ���Ɛ��E���E���o�Ȃǂ̉e������̂ŁA�g�p����ɂ���Ă͓K���Ȃ����Ƃ�����܂��B
�m�M�X�̐������g����
�m�M�X�̐�������{�I�Ȏg�����ɂ��Č��Ă����܂��傤�B
�O������
�摜���p���F�m�M�X��4�̑�����@
�O���p�W���E�őΏە�������ŊO�a�Ȃǂ𑪂�܂��B
���莞�͊O���p�W���E�ƑΏە��𖧒������܂��傤�B
���菇��
- �e�w���w�����ɒu���A���ڂ��X���C�h�����đΏە������݂܂��B
- �W���E���Ώە��ɒ��p�ɂȂ�悤�ɓ��Ă܂��B
- �Œ�˂��Ōy���~�߂Ă���A���ʂ���ڐ����ǂݎ��܂��B
���s���₷���|�C���g�F�W���E���߂ɓ��Ă�Ǝ������傫���\������Ă��܂��܂��B�܂��A�Ώە��ƃW���E�̊Ԃɂ����Ԃ�����Ɛ��������l���o�܂���̂Œ��ӂ��܂��傤�B
��������
�摜���p���F�m�M�X��4�̑�����@
�����p�W���E���a��p�C�v���Ȃǂɍ������݁A�Ώە��̓��ǂɂ҂�����Ɩ��������ē��a�𑪒肵�܂��B
���菇��
- �W���E���L���đΏە��̓����ɍ������݂܂��B
- �܂̐�[���ł����̍L�������ɓ��āA���ڂ�ǂݎ��܂��B
���s���₷���|�C���g�F����ʒu�������ƕ��̋��������𑪂��Ă��܂����Ƃ�����܂��B�����肵�A�ő�l���m�F����Ɛ��x�����܂�܂��B
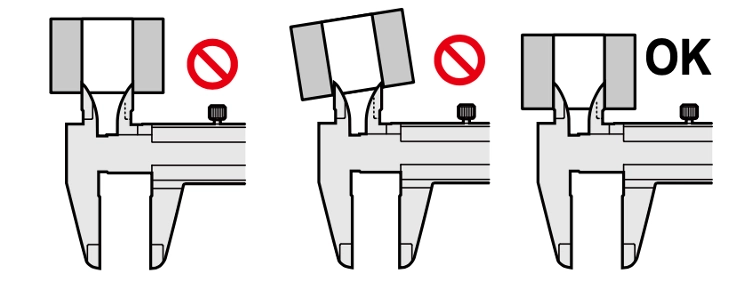
�i������
�摜���p���F�m�M�X��4�̑�����@
�����p�W���E�𑪒肵�����i���ɍ�������ŁA���ڂ�[�ɍ��킹�Ēi���𑪒肵�܂��B
���菇��
- �N�`�o�V��i���̉��i�ɂ������薧�������܂��B
- ��i�ɍ��킹��悤�ɃX���C�h�����A�ڐ����ǂݎ��܂��B
���s���₷���|�C���g�F�i�����������ꍇ�̓N�`�o�V�����肹���A�덷���o�₷���ł��B�y���ێ����Ȃ���Œ�˂����g���ƈ��肵�܂��B
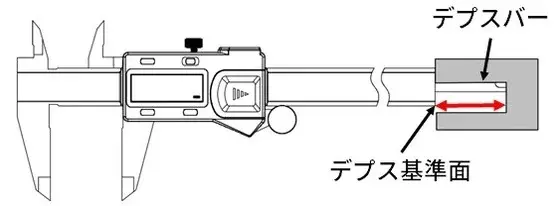
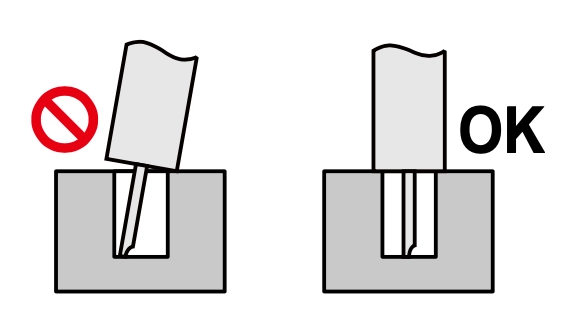
�[������
�摜���p���F�m�M�X��4�̑�����@
�f�v�X�o�[�����̒�ɉ����t���Đ[���𑪒肵�܂��B
���菇��
- ���̉��Ƀm�M�X�{�̂��������蓖�Ă܂��B
- �X���C�_�[�����ăf�v�X�o�[���܂ŐL���A�Œ�˂��Ŏ~�߂Ă���ڐ����ǂݎ��܂��B
���s���₷���|�C���g�F���̕ǍۂɊۂ݂�����ƃo�[����ɓ͂����A���ۂ��\������܂��B�茇���̌��������A�m���ɒ�ɓ��Ă邱�Ƃ��R�c�ł��B
�f�W�^���m�M�X�̎g����
�f�W�^���m�M�X�����ۂɑ���Ɏg���ۂ̎菇�ƒ��ӓ_���܂Ƃ߂܂����B�[���_�m�F�E���������ĕ��E�������3�_���ӎ����邾���ŁA���S�҂ł����萸�x���啝�Ɍ��サ�܂��B
����O�̏���
����ɓ���O�ɃW���E��X���C�_�[���������ꂢ�ɐ@���A�ٕ����t�����Ă��Ȃ����m�F���܂��傤�B�W���E�������ԂŃf�B�X�v���C���u0.00mm�v�������Ă��邩�K���`�F�b�N���A����Ă���ꍇ�̓[���{�^���Ń��Z�b�g���܂��B�܂��A�g�p����P�ʁimm�^inch�j�����O�ɑI��ł����܂��傤�B
�e������@
- �O������F�Ώە���傫�ȃW���E�ŋ��݁A���������p�ɓ��ĂĂ��瑪�肵�܂��B
- ��������F���W���E������a�ɍ������݁A�������ϓ��ɓ��ǂɐG���܂ŊJ���đ��肵�܂��B
- �[������F�f�v�X�o�[�����̒�ɓ͂����A�m�M�X�{�̂����̉��Ɉ��肳���Ă��瑪�肵�܂��B
�K�v�ɉ����ă��b�N�l�W���g���A����l���Œ肵�Ă���f�B�X�v���C��ǂݎ��ƁA���l���Ԃ��S�z������܂���B�����肵�A�l�����肵�Ă��邩�m�F����̂���ł��B
���s���₷���|�C���g
�f�W�^���m�M�X�ł́A�[���_�̂���⑪��ʂ̉��ꂪ�덷�̑傫�Ȍ����ƂȂ�܂��B�W���E���߂ɓ��Ă���A�Ώە����������݂������肵�Ȃ��悤�C�����Ă��������B�܂��Amm��inch�̒P�ʐ�ւ��Y���A�d�r��ɂ��\���s�ǂɂ����ӂ��K�v�ł��B
�g�p��̃����e�i���X
�����̓W���E���y���@���ēd�����A��p�P�[�X�ŕۊǂ��܂��傤�B�����⋭���Ռ�������邱�ƂŁA���x���ۂ��Ƃ��ł��܂��B
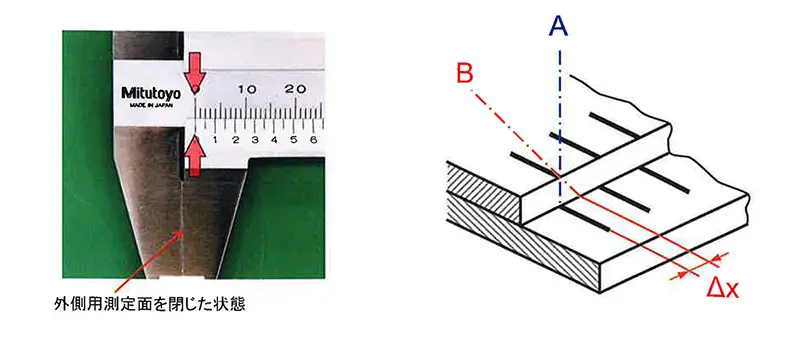
�m�M�X�̖ڐ���̓ǂݕ�
�m�M�X�̖ڐ����ǂޏ�ŁA�܂���2��ނ̖ڐ��肪���邱�Ƃ𗝉����Ă����K�v������܂��B��̓I�ɂ͎�ڐ���ƕ��ڐ���ł��B���ڐ���̓o�[�j�A�ڐ���Ƃ������܂��B
��ڐ���ł͐����𑪒�ł��A���ڐ�����g�����Ƃł��ׂ����A���������܂ő���ł���悤�ɂȂ�܂��B
�m�M�X�̖ڐ����ǂލۂ́A���L�̃X�e�b�v�݂܂��B
1. ���肵�������̂��m�M�X�̃W���[�i���蕔���j�ɂ͂���
2. ��ڐ���̃[���_�̏ꏊ��c������
3. ��ڐ���̃[���_�����~�����[�g���i���C���`�j�ɂ��邩��ǂݎ��
4. ���ڐ����ǂ݁A��ڐ���ƈ�v���镔����T��
5. ��ڐ���̐����ƕ��ڐ���̏��������Z���āA�ŏI�I�ȑ���l��
3�Ԃ܂ł̃X�e�b�v�͔�r�I�ȒP�ł��B4�Ԃł͕��ڐ��肪10������������20��������Ă���̂ŁA�ׂ����ǂޕK�v������܂��B���ڐ���Ǝ�ڐ��肪��v���镔������������A��͐��l��ǂ݁A��ڐ���̐��l�ƍ��Z���邾���ł��B
�Ⴆ�Ε��ڐ���̑�4���Ǝ�ڐ���̐�����v���Ă���A����������0.04�o�ƂȂ�܂��B
�m�M�X�̖ڐ����ǂލۂ́A�܂��m�M�X�̃W���[�i���蕔���j����������Ƒ��蕨�ɐڐG���Ă��邩�ۂ����m�F���܂��傤�B���ꂪ�����Ă���ꍇ�ɂ́A���������肪�ł��܂���B�m�M�X�̃W���[�Ƒ��蕨���A��������ƕ��s�ɂȂ��Ă��邩���m�F�K�{�ł��B�߂ɂ͂��܂��Ă���ƁA��͂萳��������ł��܂���B
�܂��A�ڐ����ǂގ��ɂ́A�K�������Ɩڐ��肪�����ɂȂ�悤�ɓǂݕ������܂��傤�B�߂���ǂނƎ����ɂ���Đ��������l��ǂ߂Ȃ��\��������܂��B
���������肷�邽�߂̃R�c
�m�M�X���g�p����ꍇ�A�Ώە������ވʒu��{�̘̂c�݂Ȃǂɂ���āA���m�Ȑ��l������Ȃ����Ƃ�����܂��B�����ł́A����̐��x��ۂ��߂Ɉӎ����ׂ��|�C���g�����܂����B
����I�Ȑ��|��[���_�m�F�A����I�Ȑ��x�`�F�b�N���K�������邱�Ƃ��A����������̑����ł��B
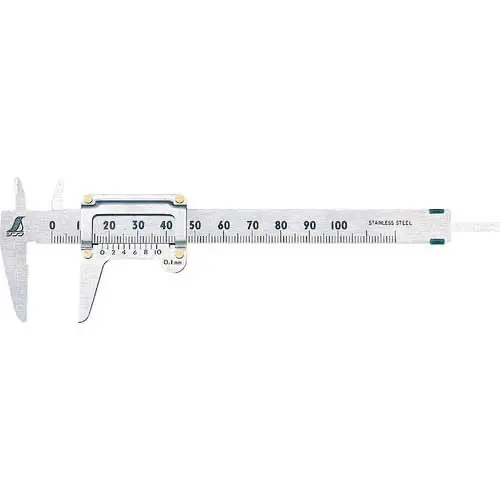
�X���C�_���X���[�Y�ɍ쓮���邩�m�F����
�摜���p���F�m�M�X�̐������g�����A�ǂݕ��ƒ��ӓ_ | �~�c�g��
���肷��O�ɂ͕K���W���E����āu0�v���m�F���܂��傤�B�o�[�j�A���ł͖{�ڂƕ��ڂ̖ڐ��肪�����Ă��邩�A�f�W�^�����ł̓f�B�X�v���C���u0.00�v�������Ă��邩�m�F���A�K�v�ɉ����ă��Z�b�g���܂��B����ɁA����l�͕K�����ʂ���ǂݎ��A�����ɂ��덷������邱�Ƃ��d�v�ł��B
����͂����ɕۂ�
�Ώە������ޗ͂���������ƁA�W���E���X���Đ��������@�������܂���B�y�����āA���̗͂Ŏ~�߂�悤�ӎ����邱�Ƃ��A���萸�x�����߂�R�c�ł��B
���p�ێ��Ƒ���ʒu
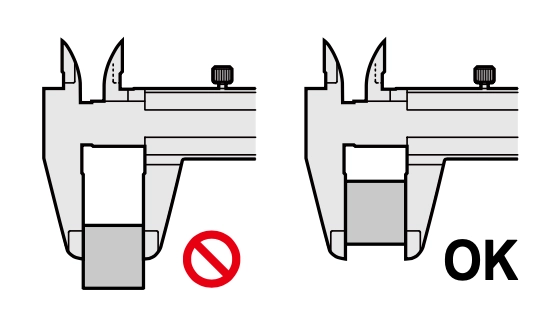
�E�O���p�W���E���g���ۂ̓W���E�̐�ł͂Ȃ��A�{�ڂɋ߂Â��ċ���
�摜���p���F�m�M�X�̐������g�����A�ǂݕ��ƒ��ӓ_ | �~�c�g��
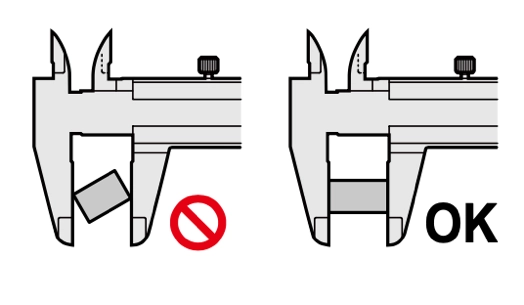
�E���蕨�͎߂ɂ��Ȃ�
�摜���p���F�m�M�X�̐������g�����A�ǂݕ��ƒ��ӓ_ | �~�c�g��
�E�����p�W���E�͐����ɂł������[����������
�摜���p���F�m�M�X�̐������g�����A�ǂݕ��ƒ��ӓ_ | �~�c�g��
�E�f�v�X�o�[�Ő[�����������ꍇ�͐����ɍ�������
�摜���p���F�m�M�X�̐������g�����A�ǂݕ��ƒ��ӓ_ | �~�c�g��
�O�a�𑪂�ꍇ�́A�Ώە��ƃm�M�X��K�����p�ɕێ����A�W���E�̐�[�ł͂Ȃ���[�ʂɋ߂��ʒu�ŋ��ނ悤�ɂ��܂��B���a��[�������l�ɁA�������ӎ����đ��삷�邱�Ƃ��덷�h�~�̃R�c�ł��B
����ʂƐ������̐��|
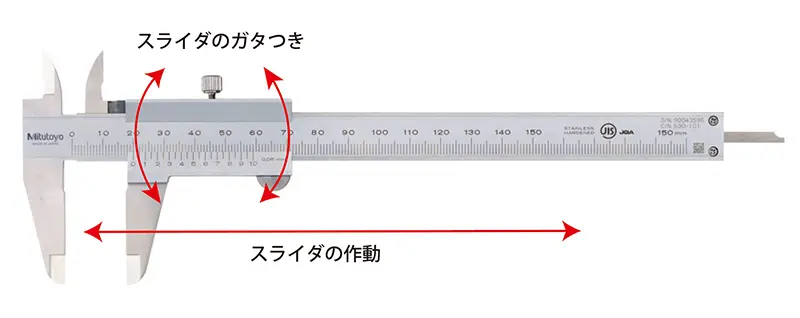
�摜���p���F�m�M�X�̐������g�����A�ǂݕ��ƒ��ӓ_ | �~�c�g��
���o��������c���Ă���ƁA�X���C�_�[�̓����������Ȃ�����A����l�Ɍ덷�������܂��B�g�p�O��ɂ͑���ʂ␠���ʂ��_�炩���z�Ő��|���āA�����ɕۂ��܂��傤�B
���x�Ɗ��ւ̔z��
�m�M�X�͋������̂��߁A���x�ω��ɂ���Ĕ����ɐ��@���ς��܂��B���������Ⓖ�˓������ł̎g�p��ۊǂ͔����A�퉷�ň��肵�����ł̑��肪�]�܂����ł��B
���ɂ�����m�F
���萸�x���ێ����邽�߂ɂ́A�u���b�N�Q�[�W�Ȃǂ̊���p���Ē���I�Ɋm�F���邱�Ƃ���������܂��B����@�Ƃ̍����`�F�b�N���邱�ƂŁA�m�M�X���̂̌덷�𑁊��ɔ����ł��܂��B
�Z�������̖ڈ�
�g�p�p�x��������ɂ����܂����A��ʓI�ɂ�6��������2�N�̎����Ő��@�ւɂ��Z�����邱�Ƃ��]�܂����Ƃ���Ă��܂��B���ɕi���Ǘ��̌���ł́A�Z���������c�����Ƃ��M�����m�ۂɂȂ���܂��B
�m�M�X�̃����e�i���X�E�ۊǕ��@
�m�M�X�͐����ȑ�����ł���A���m�ȑ��茋�ʂ��ێ�����ɂ������Ă͓K�ȃ����e�i���X�ƓK�ȕۊǂ��d�v�ɂȂ�܂��B�ȉ��A�����e�i���X���@�ƕۊǕ��@�ɂ��Ă��ꂼ��ڂ����������܂��B
�m�M�X�̃����e�i���X���@
�m�M�X�̃����e�i���X�ŏd�v�ɂȂ�͈̂ȉ���3�_�ł��B
1. �g�p��ɐ��|����
2. �����w��
3. �Z������
�m�M�X���g���đ��肵����́A���|��O�ꂵ�܂��傤�B���蒆�Ƀm�M�X�̃W���[��ڐ���ɂ͑��蕨�̖����A����A�������Ȃǂ��t�����Ă���\��������܂��B���̂܂܂ɂ��Ă����ƃm�M�X���E���H������A�ڐ��肪�ǂ߂Ȃ��Ȃ����肷�邩������܂���B
�Ȃ����|����ۂ́A�d���u���V��d���z�͎g��Ȃ��悤�ɂ��܂��B�Ȃ��Ȃ�m�M�X�̕\�ʂ������Ă��܂��\�������邽�߂ł��B
�܂��A�A���R�[���A�G�^�m�[���Ȃǂ��g��Ȃ��悤�ɂ��܂��傤�B���w�����̎g�p�ɂ���āA�m�M�X�̈ꕔ�f�ނɈ��e����^���Ă��܂��\��������܂��B
���͒���I�ȃ����e�i���X�Ƃ��āA���X�����w���܂��傤�B����̓T�r��h���ŃW���[�����炩�ɓ����悤�ɂ��邽�߂ł��B���͈�ʓI�ȋ@�B���A�V���R���X�v���[�Ȃǂ����p���܂��傤�B���𑽂��w���������ꍇ�ɂ́A�z�R���≘��̕t���̊댯��������̂ŁA�ʂɂ͒��ӂ��K�v�ł��B
����Ɏ��X�s�������e�i���X�Ƃ��āA�N��1�炢�̍Z�����K�v�ƂȂ�܂��B�g�p�p�x�������ꍇ�́A�N��2��A3��̍Z�����K�v�ƂȂ�̂ŁA�e���̎g�����ɍ��킹�đΉ����܂��傤�B
�Z���͐�p�̃Q�[�W��}�X�^�[�Q�[�W���g�p���čs���܂����A�����œ���Ɗ�����Ȃ�A�Ǝ҂Ɉ˗�����̂�1�̎�ł��B
�m�M�X�̕ۊǕ��@
�m�M�X�̕ۊǂł͈ȉ�4�̓_���d�����܂��傤�B
1. �����ȏ�Ԃł���
2. ���������ꏊ�ɕۊǂ���
3. ��p�P�[�X�ɕۊǂ���
4. �K���ŕۊǂ���
�܂��͐�������ۂ��Ƃ���ł��B�����e�i���X�̈�Ƃ��Đ��|������́A���ꂪ�t�����Ȃ��悤�ɕۊǂ��܂��傤�B�Ȃ��ۊǎ��̓W���[�����S�ɕ���̂ł͂Ȃ��A�����J������Ԃɂ��邱�Ƃ���ł��B����ƃW���[�̐ڐG�ʂ������̂�h�~�ł��܂��B
���������ꏊ�ɕۊǂ���K�v������̂́A�m�M�X�����C�Ɏア���߂ł��B���C�̑����ꏊ�ɕۊǂ���ƁA�m�M�X�ɃT�r���������₷���Ȃ�܂��B������Ԃ�ۂ�����Ԃɒu������A�����ނ��ꏏ�ɕۊǂ����肷��Ȃǂ̕��@���������߂ł��B
�܂��A�������⊣����Ԃ�ۂ��߂ɁA��p�̃P�[�X�ɕۊǂ��邱�Ƃ��������܂��傤�B��p�P�[�X�ɓ���邱�ƂŁA�m�M�X���Ռ��≘�ꂩ������ʂ�����܂��B��p�P�[�X������ƁA�����^�ю��ɂ��m�M�X�����̍H��ƐڐG��h�����ʂ����邽�߂������߂ł��B
�����ăm�M�X�̕ۊǂɂ͉��x���d�v�ł��B�m�M�X�͋ɒ[�ȉ��x�ω��Ɏア�̂ŁA�Ȃ�ׂ����x�ω������Ȃ����ŕۊǂ��܂��傤�B������ቷ�̊��ɒu�����ƁA�������c����������k�����肷�邱�ƂŁA���x�������\��������܂��B
����s�ꂨ�����߂̃m�M�X10���i
����s��Ŏ�舵���Ă���m�M�X�̂�������10���i�ɂ��āA���i�E�����^�C�~���O�E�X�y�b�N���ڂ������Љ�܂��B
�V���� �|�P�b�g�m�M�X 19518
| ���i�� | �V���� �|�P�b�g�m�M�X 19518 |
|---|---|
| ���i | <%price_00503287%> |
| ���[�J�[ | �V��������i���j |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� | �X�e�����X�iSUS420J2�j |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`100mm �ŏ��\���F0.1mm �O���p�W���E�F28mm �����p�W���E�F12mm �f�v�X�o�[�F�L �S���F157mm �퍷�F�}0.1mm |
���i�y�[�W�͂�����
�V���� �v���m�M�X �|�b�P 70mm 19514

| ���i�� | �V���� �v���m�M�X �|�b�P 70mm 19514 |
|---|---|
| ���i | <%price_00503285%> |
| ���[�J�[ | �V��������i���j |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� | �|���J�[�{�l�[�g |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`70mm �ŏ��\���F0.1mm �O���p�W���E�F19mm �����p�W���E�F8mm �f�v�X�o�[�F�L �S���F114mm �퍷�F�}0.1mm |
���i�y�[�W�͂�����
�V���� �v���m�M�X �|�b�P 100mm 19515

| ���i�� | �V���� �v���m�M�X �|�b�P 100mm 19515 |
|---|---|
| ���i | <%price_00503286%> |
| ���[�J�[ | �V��������i���j |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� | �|���J�[�{�l�[�g |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`100mm �ŏ��\���F0.1mm �O���p�W���E�F27mm �����p�W���E�F11mm �f�v�X�o�[�F�L �S���F161mm �퍷�F�}0.1mm |
���i�y�[�W�͂�����
�V���� �f�W�^���m�M�X �啶��2 150mm 19995

| ���i�� | �V���� �f�W�^���m�M�X �啶��2 150mm 19995 |
|---|---|
| ���i | <%price_01105988%> |
| ���[�J�[ | �V��������i���j |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� |
�{�́F�X�e�����X ���j�b�g���FABS���� |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`150mm �ŏ��\���F0.01mm �ŏ��ǂݎ��l�F0.0mm �O���p�W���E�F40mm �����p�W���E�F15mm �f�v�X�o�[�F�L �S���F235mm �퍷�F�}0.03mm �d���F�_����d�r�@SR441�� �I�[�g�p���[�I�t�@�\�t���i5���j |
| �Z�b�g���e |
�~�j�h���C�o�[ �_����d�rSR44�i1�j�����j�^�[�p |
���i�y�[�W�͂�����
�~�c�g�� M�^�W���m�M�X(530-101) N15

| ���i�� | �~�c�g�� M�^�W���m�M�X(530-101) N15 |
|---|---|
| ���i | <%price_00956720%> |
| ���[�J�[ | �i���j�~�c�g�� |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� | �X�e�����X |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́G0.1�`150mm �ŏ��\���F0.05mm �O���p�W���E�F40mm �����p�W���E�F17.0mm �f�v�X�o�[�F�L �퍷�F�}0.05mm |
���i�y�[�W�͂�����
�V���� �������~�j�m�M�X70mm 19892
| ���i�� | �V���� �������~�j�m�M�X70mm 19892 |
|---|---|
| ���i | <%price_00503289%> |
| ���[�J�[ | �V��������i���j |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� | �X�e�����X�iSUS420J2�j |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.05�`70mm �ŏ��\���F0.05mm �O���p�W���E�F18.5mm �����p�W���E�F8.5mm �f�v�X�o�[�F�L �S���F114mm �퍷�F�}0.06mm |
���i�y�[�W�͂�����
�~�c�g�� ABS�f�W�}�`�b�N�L�����p(500-181-30) CD-15APX

| ���i�� | �~�c�g�� ABS�f�W�}�`�b�N�L�����p(500-181-30) CD-15APX |
|---|---|
| ���i | <%price_00942284%> |
| ���[�J�[ | �i���j�~�c�g�� |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`150mm �ŏ��\���F0.01mm �O���p�W���E�F40mm �����p�W���E�F16.5mm �f�v�X�o�[�F�L �S���F157mm �퍷�F�}0.02mm |
| �Z�b�g���e | �{�^���^�_����d�r�iSR44�j�~1�� |
���i�y�[�W�͂�����
�V���� �f�W�^���m�M�X �J�[�{���t�@�C�o�[�啶�� 150mm 19990

| ���i�� | �V���� �f�W�^���m�M�X �J�[�{���t�@�C�o�[�啶�� 150mm 19990 |
|---|---|
| ���i | <%price_01105986%> |
| ���[�J�[ | �V��������i���j |
| ���� | �I�����W���}�ցi1�`2����o�ׁj |
| �ގ� |
�{�́F�J�[�{���R���|�W�b�g�v���X�`�b�N�i�J�[�{��5%�ܗL�j �f�W�^�����j�b�g���FABS���� |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`150mm �ŏ��\���F0.1mm �O���p�W���E�F40mm �����p�W���E�F16mm �f�v�X�o�[�F�L �S���F237mm �퍷�F�}0.1mm �d���F���`�E���d�r |
| �Z�b�g���e | ���`�E���d�rCR2032�~1�� |
���i�y�[�W�͂�����
KDS �f�W�^���m�M�X150�J�[�{���t�@�C�o�[�� DC150CFBP

| ���i�� | KDS �f�W�^���m�M�X150�J�[�{���t�@�C�o�[�� DC150CFBP |
|---|---|
| ���i | <%price_00872131%> |
| ���[�J�[ | �����e�b�NKDS�i���j |
| ���� | ���[�J�[�����ցi2�`3����o�ׁj���l��z���s�� |
| �ގ� |
�{�́F�J�[�{���R���|�W�b�g�v���X�`�b�N �f�W�^�����j�b�g���FABS���� |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`150mm �ŏ��\���F0.1mm �O���p�W���E�F40mm �����p�W���E�F17mm �f�v�X�o�[�F�L �S���F237mm ���F77.5mm �����F19mm �퍷�F�}0.3mm |
| �Z�b�g���e |
���[�P�[�X �R�C���^���`�E���d�rCR2032�~1�� |
���i�y�[�W�͂�����
TRUSCO �W���^�m�M�X 150mm THN-15

| ���i�� | TRUSCO �W���^�m�M�X 150mm THN-15 |
|---|---|
| ���i | <%price_00595894%> |
| ���[�J�[ | �g���X�R���R�i���j |
| ���� | ���[�J�[���ցi2�`3����o�ׁj |
| �ގ� | s�X�e�����X�iSUS420J2�����j |
| �p�r | �O�a�E���a�E�[���E�i������ |
| �d�l |
����͈́F0.1�`150mm �ŏ��\���F0.05mm �O���p�W���E�F40mm �����p�W���E�F16.5mm �f�v�X�o�[�F�L �퍷�F�}0.05mm �V���o�[�d�グ |
���i�y�[�W�͂�����
�܂Ƃ�
�m�M�X�͒������猻�݂ɂ�����܂ŁA�l�X�ȕ���̑���ɗp�����Ă���������ł��B
�O�a�E���a�E�[���E�i��������ł���֗��Ȋ��ŁA���݂ł͎��F���ƍ�ƌ����������f�W�^���m�M�X���L���p�����Ă��܂��B
���m�ɑ��肷�邽�߂ɂ͑Ώە������ވʒu��p�x�Ȃǂɒ��ӂ��A���o�◬�̂���������̏ꍇ�͎g�p���ɐ��|���s���܂��傤�B
���������������ł�����̂ŁA�o�N�ɂ��c�݂Ȃǂ����ꂽ�ꍇ�͑��₩�Ɍ������Ă��������B
����s��ł́A���Љ�����i�ȊO�ɂ��m�M�X�𑽐���舵���Ă���܂��B
���i�ꗗ�����Ѝ��킹�Ă������������܂��B
�m�M�X�̒ʔ́b����s��
����̒m�b�܂ł́A�{�L���̂悤�ȊF�l�����i�I�тɍ������ۂ̃|�C���g�⒍�ӓ_�Ȃnj���œ������ɂ͌������Ȃ��R���e���c�������Ă���܂��B
�{�L�������ɗ������Ǝv���Ă��������܂�����A����
#�I�I�X�L����s��
#����̒m�b��
�{�L����URL���f�ڂ̏�ATwitter��Facebook�łԂ₢�Ă��������܂��ƍK���ł��B
����SNS�͂�����
���̋L�����������l
![]()
����s��A���o�T�_�[���������
����s��TV�ɂČ���s��A���o�T�_�[�Ƃ��ďo�����B
��B�̐F�X�ȐH���Ɖ���A�l�X�ȃ��m�Â��茻���i������Ȃ�������B
���e�ꗗ��








����s��A���o�T�_�[���������̃R�����g
�m�M�X�͂���������Ɗw������Ɏg�������Ƃ�����̂ł͂Ȃ��ł��傤���H
�ŋ߂ł͐��x�͂Ƃ�����100�~�ψ�̂悤�ȃV���b�v�ł����邱�Ƃ�����܂��ˁB
�l�I�Ƀf�W�^���\���m�M�X�̕����������傫���݂��̂Ŏʐ^���B������A�l�Ɍ�����Ƃ��ɂƂĂ��֗��Ȃ̂ł�������I�X�X�����Ă��܂��I