






ハイスドリルの切削条件と計算式を解説【2023年最新おすすめ10製品】
ハイスドリルは適切な切削条件を守って使用することで、トラブルを未然に防いだり、工具の寿命を長く保てます。
また、切削効率をよくして作業をスムーズにする効果もあるので、安全性の面・作業効率向上の面からも切削条件を守りましょう。
今回は、
● ハイスドリルについての基礎知識
● ハイスドリルの切削条件の求め方とメーカーごとの目安
● おすすめのハイスドリル10製品
をご紹介していきます。
INDEX
- 1.ハイスドリルとは?ハイス鋼を使った切削ドリル
- 1-1.ハイスドリルと超硬ドリルの違い
- 2.ハイスドリルの切削条件を守って長く工具を使おう
- 3.ハイスドリルの切削条件の計算式
- 4.ハイスドリル切削条件の目安
- 4-1.ミスミのハイドリル切削条件
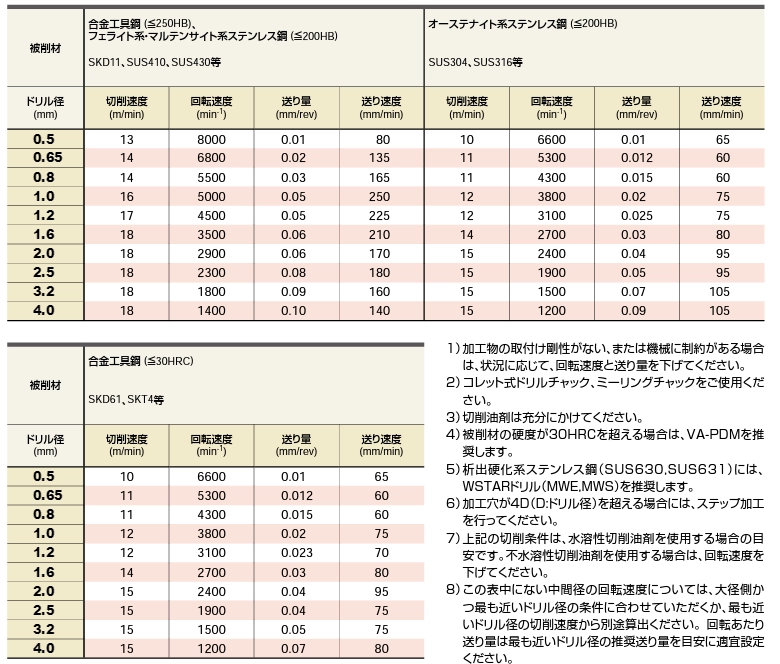
- 4-2.三菱マテリアルのハイドリル切削条件
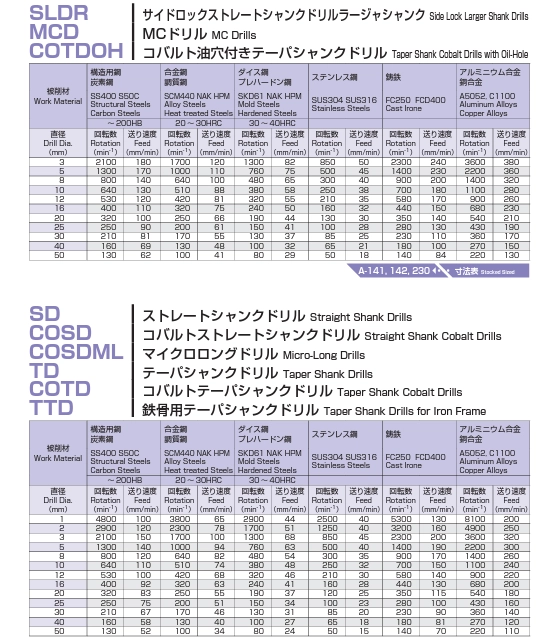
- 4-3.NACHi(不二越)のハイドリル切削条件
- 5.2023年最新ハイスドリルのおすすめ10選
- 5-1.三菱K SD 汎用加工用 ストレートハイスドリル 3.4mm 10ロット SDD0340
- 5-2.三菱K SD 汎用加工用 ストレートハイスドリル 3mm 10ロット SDD0300
- 5-3.ISF コバルト正宗ドリル 5.0mm 10ロット COD-5.0
- 5-4.三菱K KSD コバルトステンレス加工用 ストレートハイスドリル 3.3mm 10ロット KSDD0330
- 5-5.ISF ストレートドリル 4.2mm 10ロット IS-SD-4.2
- 5-6.三菱K SD 汎用加工用 ストレートハイスドリル 4mm 10ロット SDD0400
- 5-7.ISF エクストラ正宗ドリル 4.2mm 10ロット EXD-4.2
- 5-8.ISF コバルト正宗ドリル 4.2mm 10ロット COD-4.2
- 5-9.ISF ストレートドリル 5.0mm 10ロット IS-SD-5.0
- 5-10.三菱K KSD コバルトステンレス加工用 ストレートハイスドリル 3.5mm 10ロット KSDD0350
- 6.まとめ
ハイスドリルとは?ハイス鋼を使った切削ドリル
ハイスドリルとは、「ハイス鋼」と呼ばれる高速度工具鋼(high-speed steel)で作られたドリルです。
ドリルのように高速で回転する工具は、一般的な工具鋼では摩擦熱などの要因で軟化しやすいため、金属などの硬い材料を切削するために開発されました。
高速度工具鋼は、鋼にクロム・タングステン・モリブデン・バナジウムなどの金属を添加して生産されます。
最近では、製法の進化やコバルトを添加し、より耐久性に優れた「コバルト・ハイス」も広く用いられています。
ハイスドリルと超硬ドリルの違い
ハイスドリルと超硬ドリルは、どちらも同じく金属切削に使用されます。
超硬合金で作られた超硬ドリルは、ハイスドリルよりも硬くステンレス鋼などの切削も可能で、対応しているコーティングの種類も多彩です。
しかしその一方でハイスドリルと比べて、
● 価格が高い
● チッピング耐性が低い
● 強い衝撃に弱い
といった特性があります。
ハイスドリルは超硬ドリルよりもリーズナブルで使いやすく断続切削にも適しているので、通常の切削にはハイスドリル、ステンレス鋼やチタンなど特に硬い金属の切削には超硬ドリルと用途に応じて使い分けましょう。
ハイスドリルの切削条件を守って長く工具を使おう
ハイスドリルには、製品やドリルを使用する材質(被切削物)ごとに切削条件が定められています。
切削条件とは、電動工具や工作機械が加工を行う際の切削速度・回転数・送り量などの数値を指します。
切削条件を守ることで、
● 加工精度
● 作業効率
● ハイスドリル(工具)の寿命を保つ
といったメリットがあります。
同じハイスドリルでも、製品や切削する材料によって切削条件の適切値は異なります。
使用前に必ず説明書やメーカーのホームページで切削条件をご確認ください。
ハイスドリルの切削条件の計算式
ハイスドリルの切削条件は以下の計算式から算出できます。
・切削速度
3.14×刃形×回転数/1000
・回転数
1000×回転速度/3.14×刃径
・送り速度
1回転あたりの送り量(mm/rev)×1分間あたりの回転数(RPM)
・切込量
d(mm)
これらの切削条件に加えて、ドリルの材質や径(太さ)などの要素を考慮します。
ハイスドリル切削条件の目安
ハイスドリルの切削条件の目安について見ていきましょう。
・切削速度
| 軟鉄 | 20〜30(m/min) |
|---|---|
| 鋳鉄 | 20〜35(m/min) |
| 合金鋼 | 5〜15(m/min) |
| 炭素鋼 | 15〜25(m/min) |
| ステンレス鋼 | 5〜10(m/min) |
| ダイス鋼 | 〜5(m/min) |
・送り量
| 軟鉄 | 0.16〜0.4(mm/rev) |
|---|---|
| 鋳鉄 | 0.25〜0.5(mm/rev) |
| 合金鋼 | 0.08〜0.28(mm/rev) |
| 炭素鋼 | 0.12〜0.28(mm/rev) |
| ステンレス鋼 | 0.1〜0.28(mm/rev) |
| ダイス鋼 | 0.06〜0.18(mm/rev) |
以下からは、ハイスドリルのメーカーが推奨する切削条件についてご紹介します。
ミスミのハイドリル切削条件
【型番:APM−ESDR/APM−HESDR/G−ESDBA/G−ESDRA】
| 被削材 | 穴の深さ max |
型番 | 切削速度 V(m/min) |
N=回転速度(min-1) f=1回転当たりの送り量(mm/rev) |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 直径D=2 | 3 | 4 | 5 | 6 | 8 | 10 | 13 | ||||||
| 一般構造用鋼 (SS400) |
3×D 5×D |
G-ESDBA G-ESDRA |
30~40 | N=4780 f=0.05 |
3180 0.06 |
2390 0.1 |
1910 0.1 |
1590 0.12 |
1190 0.16 |
960 0.2 |
730 0.21 |
||
| 5×D | APM-ESDR | 35~45 | N=5570 f=0.05 |
3720 0.06 |
2790 0.1 |
2230 0.1 |
1860 0.12 |
1390 0.16 |
1110 0.2 |
860 0.21 |
|||
| 5×D | APM-HESDR | 45~55 | - | - | - | - | 2390 0.13 |
1790 0.17 |
1430 0.2 |
1100 0.26 |
|||
| 中高炭素鋼 (S45C、S55C) |
3×D 5×D |
G-ESDBA G-ESDRA |
25~35 | N=3980 f=0.05 |
2650 0.06 |
1990 0.1 |
1590 0.1 |
1330 0.12 |
1000 0.16 |
800 0.2 |
610 0.21 |
||
| 5×D | APM-ESDR | 35~45 | N=5570 f=0.05 |
3720 0.06 |
2790 0.1 |
2230 0.1 |
1860 0.12 |
1390 0.16 |
1110 0.2 |
860 0.21 |
|||
| 5×D | APM-HESDR | 35~55 | - | - | - | - | 1860 0.13 |
1390 0.17 |
1110 0.2 |
860 0.26 |
|||
| 合金工具鋼 (SUJ 2、SKD11、 SKD12) |
3×D 5×D |
G-ESDBA G-ESDRA |
20~25 | N=3180 f=0.04 |
2120 0.055 |
1590 0.08 |
1270 0.08 |
1060 0.095 |
800 0.125 |
640 0.16 |
490 0.17 |
||
| 5×D | APM-ESDR | 25~30 | N=3980 f=0.04 |
2650 0.055 |
1990 0.08 |
1590 0.08 |
1330 0.095 |
1000 0.125 |
800 0.16 |
610 0.17 |
|||
| 5×D | APM-HESDR | 30~35 | - | - | - | - | 1590 0.12 |
1190 0.16 |
960 0.2 |
730 0.21 |
|||
| ステンレス鋼 (SUS303、SUS304、 SUS416) |
3×D 5×D |
G-ESDBA G-ESDRA |
15~20 | N=2390 f=0.04 |
1590 0.055 |
1190 0.08 |
960 0.08 |
800 0.095 |
600 0.125 |
480 0.16 |
370 0.17 |
||
| 5×D | APM-ESDR | 15~20 | N=2390 f=0.04 |
1590 0.055 |
1190 0.08 |
960 0.08 |
800 0.095 |
600 0.125 |
480 0.16 |
370 0.17 |
|||
| 5×D | APM-HESDR | 20~25 | - | - | - | - | 1060 0.12 |
800 0.16 |
640 0.2 |
490 0.21 |
|||
| 調質鋼 (20~28HRC) |
3×D 5×D |
G-ESDBA G-ESDRA |
10~12 | N=1590 f=0.04 |
1060 0.055 |
800 0.08 |
640 0.08 |
530 0.095 |
400 0.125 |
320 0.16 |
240 0.17 |
||
| 5×D | APM-ESDR | 12~14 | N=1910 f=0.04 |
1270 0.055 |
960 0.08 |
760 0.08 |
640 0.095 |
480 0.125 |
380 0.16 |
290 0.17 |
|||
| 5×D | APM-HESDR | 14~16 | - | - | - | - | 740 0.12 |
560 0.16 |
450 0.2 |
340 0.21 |
|||
| 鋳鉄 (FC150、 FC250、 FC300) |
3×D 5×D |
G-ESDBA G-ESDRA |
30~40 | N=4780 f=0.05 |
3180 0.06 |
2390 0.1 |
1910 0.1 |
1590 0.12 |
1190 0.16 |
960 0.2 |
730 0.21 |
||
| 5×D | APM-ESDR | 40~50 | N=6370 f=0.05 |
4250 0.06 |
3180 0.1 |
2550 0.1 |
2120 0.12 |
1590 0.16 |
1270 0.2 |
980 0.21 |
|||
| 5×D | APM-HESDR | 50~60 | - | - | - | - | 2650 0.15 |
1990 0.2 |
1590 0.25 |
1220 0.3 |
|||
| ダクタイル鋳鉄 (FCD500、 FCD700) |
3×D 5×D |
G-ESDBA G-ESDRA |
30~40 | N=4780 f=0.05 |
3180 0.06 |
2390 0.1 |
1910 0.1 |
1590 0.12 |
1190 0.16 |
960 0.2 |
730 0.21 |
||
| 5×D | APM-ESDR | 40~50 | N=6370 f=0.05 |
4250 0.06 |
3180 0.1 |
2550 0.1 |
2120 0.12 |
1590 0.16 |
1270 0.2 |
980 0.21 |
|||
| 5×D | APM-HESDR | 50~60 | - | - | - | - | 2650 0.15 |
1990 0.2 |
1590 0.25 |
1220 0.3 |
|||
| アルミニウム アルミ合金 |
3×D 5×D |
G-ESDBA G-ESDRA |
50~60 | N=7960 f=0.05 |
5310 0.06 |
3980 0.1 |
3180 0.1 |
2650 0.12 |
1990 0.16 |
1590 0.2 |
1220 0.21 |
||
| 5×D | APM-ESDR | 60~70 | N=9550 f=0.05 |
6370 0.06 |
4780 0.1 |
3820 0.1 |
3180 0.12 |
2390 0.16 |
1910 0.2 |
1470 0.21 |
|||
| 5×D | APM-HESDR | 70~80 | - | - | - | - | 3720 0.24 |
2790 0.315 |
2230 0.4 |
1720 0.4 |
|||
画像引用元:ミスミハイスドリル 推奨切削条件 | 技術情報 | MISUMI-VONA【ミスミ】
【型番:SD/YSD/SDC/G−SD/YG−SD/SG−SDR/SG−SDL/SG−SD/LSD/TD/YTD/G−TD/LTD/G−SSDB/G−SSDR】
| 被削材 | 穴の深さ max |
型番 | 切削速度 V(m/min) |
N=回転速度(min-1) f=1回転当たりの送り量(mm/rev) |
|||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 刃径D=2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 16 | 25 | 40 | ||||
| 700N/mm2以下の 普通炭素鋼 (S45C, S50C, S55C等) |
5×D | SD、YSD、LSD TD、YTD、LTD |
32 | N=4080 f=0.05 |
3090 0.066 |
2550 0.08 |
2040 0.1 |
1620 0.12 |
1270 0.16 |
1020 0.18 |
640 0.25 |
410 0.32 |
250 0.4 |
| G-SD、YG-SD G-TD |
40 | N=5100 f=0.06 |
3860 0.082 |
3180 0.1 |
2550 0.125 |
2020 0.16 |
1590 0.2 |
1270 0.22 |
800 0.3 |
510 0.4 |
320 0.5 |
||
| SG-SD | 40 | N=5100 f=0.08 |
3860 0.098 |
3180 0.12 |
2550 0.15 |
2020 0.2 |
1590 0.24 |
1270 0.28 |
800 0.38 |
510 0.5 |
320 0.63 |
||
| 5~10×D | SD、YSD、LSD TD、YTD、LTD |
25 | N=3180 f=0.04 |
2410 0.05 |
1990 0.06 |
1590 0.075 |
1260 0.1 |
1000 0.12 |
800 0.14 |
500 0.19 |
320 0.25 |
200 0.32 |
|
| G-SD、YG-SD G-TD |
36 | N=4590 f=0.05 |
3470 0.066 |
2870 0.08 |
2290 0.1 |
1820 0.12 |
1430 0.16 |
1150 0.18 |
720 0.25 |
460 0.32 |
290 0.4 |
||
| SG-SDR、SG-SD SG-SDL |
40 | N=5100 f=0.08 |
3860 0.098 |
3180 0.12 |
2550 0.15 |
2020 0.2 |
1590 0.24 |
1270 0.28 |
800 0.38 |
510 0.5 |
320 0.63 |
||
| 10×D以上 | SD、YSD、LSD TD、YTD、LTD |
25 | N=3180 f=0.03 |
2410 0.042 |
1990 0.05 |
1590 0.063 |
1260 0.08 |
1000 0.1 |
800 0.11 |
500 0.15 |
320 0.2 |
200 0.25 |
|
| G-SD、YG-SD G-TD |
32 | N=4080 f=0.04 |
3090 0.05 |
2550 0.06 |
2040 0.075 |
1620 0.1 |
1270 0.12 |
1020 0.14 |
640 0.19 |
410 0.25 |
250 0.32 |
||
| 700~1,000N/mm2の 合金鋼(SCM等) |
5×D | SD、YSD、LSD TD、YTD、LTD |
20 | N=2550 f=0.05 |
1930 0.066 |
1590 0.08 |
1270 0.1 |
1010 0.12 |
800 0.16 |
640 0.18 |
400 0.25 |
250 0.32 |
160 0.4 |
| SDC | 25 | N=3180 f=0.05 |
2410 0.066 |
1990 0.08 |
1590 0.1 |
1260 0.12 |
1000 0.16 |
800 0.18 |
500 0.25 |
320 0.32 |
200 0.4 |
||
| G-SD、YG-SD G-TD |
32 | N=4080 f=0.05 |
3090 0.066 |
2550 0.08 |
2040 0.1 |
1620 0.12 |
1270 0.16 |
1020 0.18 |
640 0.25 |
410 0.32 |
250 0.4 |
||
| SG-SDR、SG-SD SG-SDL |
35 | N=4460 f=0.06 |
3380 0.082 |
2790 0.1 |
2230 0.125 |
1770 0.16 |
1390 0.2 |
1110 0.22 |
700 0.3 |
450 0.4 |
280 0.5 |
||
| 5~10×D | SD、YSD、LSD TD、YTD、LTD |
16 | N=2040 f=0.04 |
1540 0.05 |
1270 0.06 |
1020 0.075 |
810 0.1 |
640 0.12 |
510 0.14 |
320 0.19 |
200 0.25 |
130 0.32 |
|
| SDC | 20 | N=2550 f=0.04 |
1930 0.05 |
1590 0.06 |
1270 0.075 |
1010 0.1 |
800 0.12 |
640 0.14 |
400 0.19 |
250 0.25 |
160 0.32 |
||
| SG-SDR、SG-SD SG-SDL |
25 | N=3180 f=0.05 |
2410 0.066 |
1990 0.08 |
1590 0.1 |
1260 0.12 |
1000 0.16 |
800 0.18 |
500 0.25 |
320 0.32 |
200 0.4 |
||
| 10×D以上 | SD、YSD、LSD TD、YTD、LTD |
16 | N=2040 f=0.03 |
1540 0.042 |
1270 0.05 |
1020 0.063 |
810 0.08 |
640 0.1 |
510 0.11 |
320 0.15 |
200 0.2 |
130 0.25 |
|
| 1,000~1,300N/mm2の プリハードン鋼(HPM, NAK等) |
5×D以下 | SG-SDR、SG-SD SG-SDL |
25 | N=3180 f=0.05 |
2410 0.066 |
1990 0.08 |
1590 0.1 |
1260 0.12 |
1000 0.16 |
800 0.18 |
500 0.25 |
320 0.32 |
200 0.4 |
| 工具鋼 (SKD, SK, SKS, SUS等) |
5×D | SD、YSD、LSD TD、YTD、LTD |
12 | N=1530 f=0.04 |
1160 0.05 |
960 0.06 |
760 0.075 |
610 0.1 |
480 0.12 |
380 0.14 |
240 0.19 |
150 0.25 |
100 0.32 |
| SDC | 16 | N=2040 f=0.04 |
1540 0.05 |
1270 0.06 |
1020 0.075 |
810 0.1 |
640 0.12 |
510 0.14 |
320 0.19 |
200 0.25 |
130 0.32 |
||
| G-SD、YG-SD G-TD |
25 | N=3180 f=0.05 |
2410 0.066 |
1990 0.08 |
1590 0.1 |
1260 0.12 |
1000 0.16 |
800 0.18 |
500 0.25 |
320 0.32 |
200 0.4 |
||
| SG-SDR、SG-SD、SG-SDL G-SSDB、G-SSDR |
25 | N=3180 f=0.06 |
2410 0.082 |
1990 0.1 |
1590 0.125 |
1260 0.16 |
1000 0.2 |
800 0.22 |
500 0.3 |
320 0.4 |
200 0.5 |
||
| 5~10×D | SD、YSD、 LSD TD、 YTD、 LTD |
10 | N=1270 f=0.03 |
970 0.042 |
800 0.05 |
640 0.063 |
510 0.08 |
400 0.1 |
320 0.11 |
200 0.15 |
130 0.2 |
80 0.25 |
|
| SDC | 12 | N=1530 f=0.03 |
1160 0.042 |
960 0.05 |
760 0.063 |
610 0.08 |
480 0.1 |
380 0.11 |
240 0.15 |
150 0.2 |
100 0.25 |
||
| G-SD、YG-SD G-TD |
20 | N=2550 f=0.04 |
1930 0.05 |
1590 0.05 |
1270 0.075 |
1010 0.1 |
800 0.12 |
640 0.14 |
400 0.19 |
250 0.25 |
160 0.32 |
||
| SG-SDR、SG-SD SG-SDL、G-SSDR |
20 | N=2550 f=0.05 |
1930 0.066 |
1590 0.08 |
1270 0.1 |
1010 0.12 |
800 0.16 |
640 0.18 |
400 0.25 |
250 0.32 |
160 0.4 |
||
| 10×D以上 | SD、YSD、LSD TD、YTD、LTD |
10 | N=1270 f=0.03 |
970 0.042 |
800 0.05 |
640 0.063 |
510 0.08 |
400 0.1 |
320 0.11 |
200 0.15 |
130 0.2 |
80 0.25 |
|
2023年最新ハイスドリルのおすすめ10選
現場市場で取扱のあるハイスドリルの最新おすすめ10選をご紹介していきます。
三菱K SD 汎用加工用 ストレートハイスドリル 3.4mm 10ロット SDD0340

| 商品名 | 三菱K SD 汎用加工用 ストレートハイスドリル 3.4mm 10ロット SDD0340 |
|---|---|
| メーカー | 三菱マテリアル(株) |
| 価格 | <%price_00584201%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(鋼類・鋳鉄・アルミ合金・ステンレス鋼・非金属などの加工に) |
| 素材 | 高速度鋼(HSS) |
| 仕様 |
●刃径:3.4 mm ●溝長:45 mm ●全長:74 mm ●シャンク径:3.4 mm ●有効加工深さ:3〜5D(刃径×3〜5倍) |
商品ページはこちら
三菱K SD 汎用加工用 ストレートハイスドリル 3mm 10ロット SDD0300
| 商品名 | 三菱K SD 汎用加工用 ストレートハイスドリル 3mm 10ロット SDD0300 |
|---|---|
| メーカー | 三菱マテリアル(株) |
| 価格 | <%price_00584193%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(鋼類・鋳鉄・アルミ合金・ステンレス鋼・非金属などの加工に) |
| 素材 | 高速度鋼(HSS) |
| 仕様 |
●刃径:3 mm ●溝長:42mm ●全長:71mm ●シャンク径:3mm ●有効加工深さ:3〜5D(刃径×3〜5倍) |
商品ページはこちら
ISF コバルト正宗ドリル 5.0mm 10ロット COD-5.0

| 商品名 | ISF コバルト正宗ドリル 5.0mm 10ロット COD-5.0 |
|---|---|
| メーカー | (株)イシハシ精工 |
| 価格 | <%price_00527534%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけや難削材の加工に(難削材用合金鋼・一般鋼・ステンレス鋼・軟鋼などの加工に) |
| 素材 | コバルト高速度鋼(HSCO-M42) |
| 仕様 |
●刃径:5.0 mm ●溝長:62 mm ●全長:92 mm ●シャンク径:5 mm ●有効加工深さ:3D(刃径×3倍) |
商品ページはこちら
三菱K KSD コバルトステンレス加工用 ストレートハイスドリル 3.3mm 10ロット KSDD0330

| 商品名 | 三菱K KSD コバルトステンレス加工用 ストレートハイスドリル 3.3mm 10ロット KSDD0330 |
|---|---|
| メーカー | 三菱マテリアル(株) |
| 価格 | <%price_00559218%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(鋼類・鋳鉄・アルミ合金・ステンレス鋼・非金属などの加工に) |
| 素材 | コバルト高速度鋼(CO HSS) |
| 仕様 |
●刃径:3.3 mm ●溝長:45 mm ●全長:74 mm ●シャンク径:3.3 mm ●有効加工深さ:3〜5D(刃径×3〜5倍) |
商品ページはこちら
ISF ストレートドリル 4.2mm 10ロット IS-SD-4.2

| 商品名 | ISF ストレートドリル 4.2mm 10ロット IS-SD-4.2 |
|---|---|
| メーカー | (株)イシハシ精工 |
| 価格 | <%price_00556283%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(軟鋼・一般鋼・鋳鉄・アルミ合金・ステンレス鋼・軽合金などの加工に) |
| 素材 | 高速度鋼(HSS) |
| 仕様 |
●刃径:4.2 mm ●溝長:54 mm ●全長:83 mm ●シャンク径:4.2 mm ●有効加工深さ:3D(刃径×3倍) |
商品ページはこちら
三菱K SD 汎用加工用 ストレートハイスドリル 4mm 10ロット SDD0400
| 商品名 | 三菱K SD 汎用加工用 ストレートハイスドリル 4mm 10ロット SDD0400 |
|---|---|
| メーカー | 三菱マテリアル(株) |
| 価格 | <%price_00584213%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(鋼類・鋳鉄・アルミ合金・ステンレス鋼・非金属などの加工に) |
| 素材 | 高速度鋼(HSS) |
| 仕様 |
●刃径:4mm ●溝長:54 mm ●全長:84 mm ●シャンク径:4 mm ●有効加工深さ:3〜5D(刃径×3〜5倍) |
商品ページはこちら
ISF エクストラ正宗ドリル 4.2mm 10ロット EXD-4.2

| 商品名 | ISF エクストラ正宗ドリル 4.2mm 10ロット EXD-4.2 |
|---|---|
| メーカー | (株)イシハシ精工 |
| 価格 | <%price_00542664%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(鋼類・鋳鉄・アルミ合金・ステンレス鋼・非金属などの加工に) |
| 素材 | 高速度鋼(HSS) |
| 仕様 |
●刃径:4.2 mm ●溝長:54 mm ●全長:83 mm ●シャンク径:4.2 mm ●有効加工深さ:3D(刃径×3倍) |
商品ページはこちら
ISF エクストラ正宗ドリル 4.2mm 10ロット EXD-4.2
| 商品名 | ISF コバルト正宗ドリル 4.2mm 10ロット COD-4.2 |
|---|---|
| メーカー | (株)イシハシ精工 |
| 価格 | <%price_00527526%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 難削材などの加工に(鋼類・鋳鉄・ステンレス鋼・チタン合金硬鋼・軟鋼などの加工に) |
| 素材 | コバルト高速度鋼(HSCO-M42) |
| 仕様 |
●刃径:4.2 mm ●溝長:54 mm ●全長:83 mm ●シャンク径:4.2 mm ●有効加工深さ:3D(刃径×3〜5倍) |
商品ページはこちら
ISF ストレートドリル 5.0mm 10ロット IS-SD-5.0
| 商品名 | ISF ストレートドリル 5.0mm 10ロット IS-SD-5.0 |
|---|---|
| メーカー | (株)イシハシ精工 |
| 価格 | <%price_00556288%> |
| 発送 | メーカー取寄便(2〜3日後出荷)/オレンジ特急便(1〜2日後出荷) |
| 用途 | 一般穴あけ用(軟鋼・一般鋼・鋳鉄・軽合金などの加工に) |
| 素材 | 高速度鋼(HSS) |
| 仕様 |
●刃径:5.0 mm ●溝長:62 mm ●全長:92 mm ●シャンク径:5 mm ●有効加工深さ:3D(刃径×3倍) |
商品ページはこちら
三菱K KSD コバルトステンレス加工用 ストレートハイスドリル 3.5mm 10ロット KSDD0350
| 商品名 | 三菱K KSD コバルトステンレス加工用 ストレートハイスドリル 3.5mm 10ロット KSDD0350 |
|---|---|
| メーカー | 三菱マテリアル(株) |
| 価格 | <%price_00559220%> |
| 発送 | メーカー取寄便(2〜3日後出荷) |
| 用途 | 一般穴あけ用(鋼類・鋳鉄・アルミ合金・ステンレス鋼・軽合金などの加工に) |
| 素材 | コバルト高速度鋼(CO HSS) |
| 仕様 |
●刃径:3.5 mm ●溝長:45 mm ●全長:74 mm ●シャンク径:3.5 mm ●有効加工深さ:3〜5D(刃径×3〜5倍) |
商品ページはこちら
まとめ
ハイスドリルは安価で手に入り、使いやすいドリルとして様々な作業現場で人気があります。
切削条件を守ることで、作業効率の向上・工具寿命の適正化などのメリットがあります。
ハイスドリルは弾力がある金属なので持ちが良い工具ではありますが、欠けや歪みが確認された場合は早めに取り換えましょう。
現場市場では今回ご紹介した製品以外にも、たくさんのハイスドリルを取り扱っております。
こちらのページも合わせてぜひご覧くださいませ。
現場の知恵袋では、本記事のような皆様が商品選びに困った際のポイントや注意点など現場で働く方には欠かせないコンテンツをご提供しております。
本記事が役に立ったと思っていただけましたら、是非
#オオスキ現場市場
#現場の知恵袋
本記事のURLを掲載の上、TwitterやFacebookでつぶやいていただけますと幸いです。
公式SNSはこちら
関連カテゴリ

ハイスドリル
鋼にクロム、タングステン、バナジウム、モリブデン、コバルトなどを配合した高速度工具鋼(HSS)を素材として採用しています。超硬ドリルと比較すると、安価で粘りがあり折れにくい特徴があります。
カテゴリページへ

ドリルドライバ
ドリルドライバーは作業工具の一種で、ネジ締めや穴あけをする際に用いられます。初心者でも扱いやすく、精確性が必要な作業にもおすすめです。先端のビットを交換することでドリルとしてもご使用いただけます。
カテゴリページへ
この記事を書いた人
![]()
現場市場アンバサダーたけちゃん
現場市場TVにて現場市場アンバサダーとして出演中。
九州の色々な食事と温泉、様々なモノづくり現場や製品をこよなく愛する。
投稿一覧へ








現場市場アンバサダーたけちゃんのコメント
今回はハイスドリルがメインのお話になりましたが、実際の穴あけ作業では超硬ドリルと用途によってしっかり使い分けることが大事です。
超硬と言えば、『世界一硬い物』の代名詞といえばダイヤモンドでしたが最近ではちょっと変わったらしいです。
引用元:GIGAZINE|本物よりも硬い人工ダイヤモンドが実験室で形成される
結果ダイヤモンドですが、今までのは立方体で、今回見つけられたのは六方晶ダイヤモンドというさらに1.5倍ほど硬いと言われるダイヤモンドです。
更なる硬さを持つ六方晶ダイヤモンドが普及すれば、さらに工業製品加工のレベルが上がるとされています。
その時を楽しみに待っておきましょう♬